
What are Spiral Wound Gaskets?
A Spiral Wound Gasket is the most common metallic gasket used in industrial plants. A properly selected and installed spiral wound gasket can withstand high temperatures and pressures, preventing leaks throughout their intended lifespan.
A spiral wound gasket consists of three elements:
- Outer ring. Made of carbon steel, this outer ring is sometimes called the centering ring or guide ring. It’s used to center the gasket when you insert it into a bolted flange joint.
- Inner ring. The inner ring is pivotal for the gasket because it prevents windings from buckling inside the pipe. When a gasket buckles, parts of it get sucked into the pipe. From there, pieces of the gasket will typically flow through the pipeline until they get caught on something. Often, they’ll get wrapped around rotating equipment like a pump. The mess that results is known as a “bird’s nest.” Inner rings help you avoid this problem.
- Sealing element. As you might guess from the name, the sealing element creates the seal that prevents leaks. A sealing element encompasses both windings and filler material. Most spiral wound gaskets in oil and gas refineries will use a flexible graphite filler material rated for high temperatures. A flexible graphite filler also allows the gasket to be more tolerant of flange distortion and joint misalignment. Polytetrafluoroethylene (PTFE) is another common filler material. PTFE is not rated for high-temperature applications, however. Meanwhile, most winding materials in refineries will be stainless steel and monel.
Spiral Wound Gasket Markings
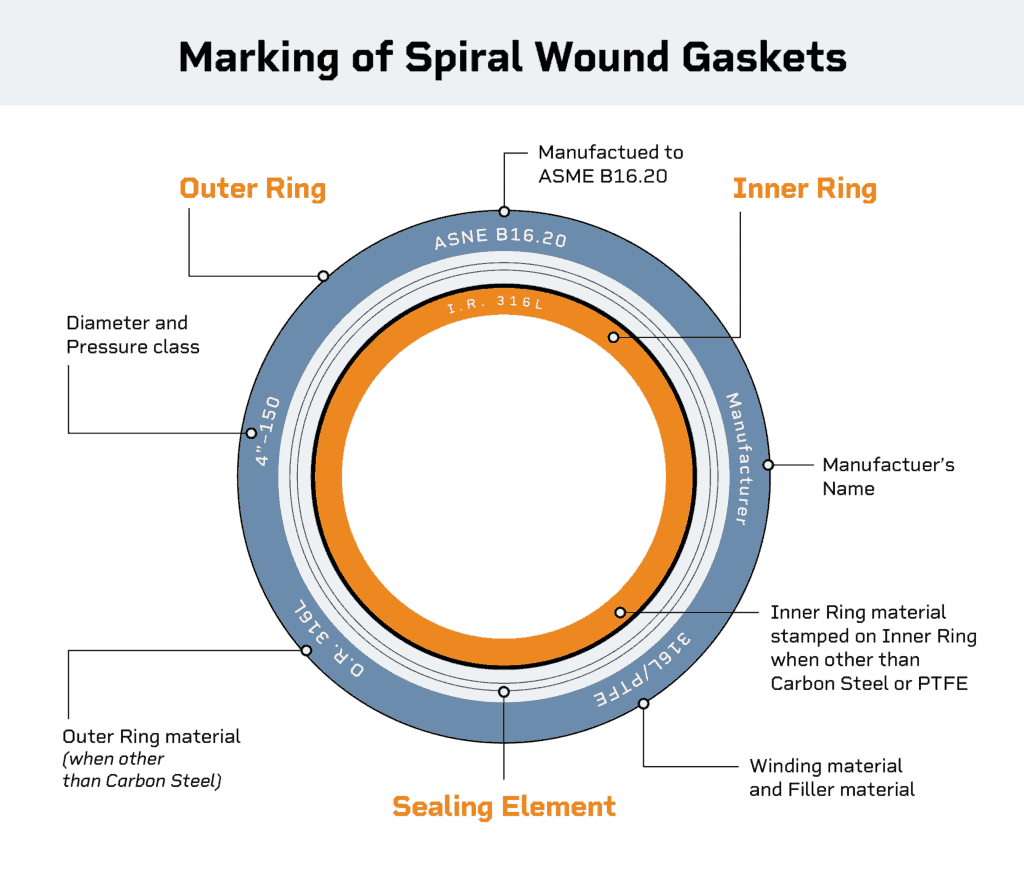
Spiral Wound Gaskets have several different markings on them. Each tells you something specific and important about the gasket itself. Starting from the top…
ASME B16.20
At the top of a spiral wound gasket, you ought to see a marking that states “ASME B16.20.” this indicates the gasket is made to the ASME B16.20 standard, which is the standard governing metallic gaskets for pipe flanges (which includes spiral wound gaskets).
Manufacturer
First, the manufacturer’s name is usually positioned on the right-hand side of the gasket. This tells you who made the gasket.
Winding Material and Filler Material
Indicates what the gasket is made of. Gasket color also tells you a lot about these materials — more on that in a moment.
Diameter and Pressure class
These markings tell you the size of the gasket, along with the load the gasket can handle.
There are different pressure classes: 150, 300, 400, 600, 900, 1500 and 2500. Higher numbers indicate the ability to tolerate greater pressures.
Spiral Wound Gasket Color Codes
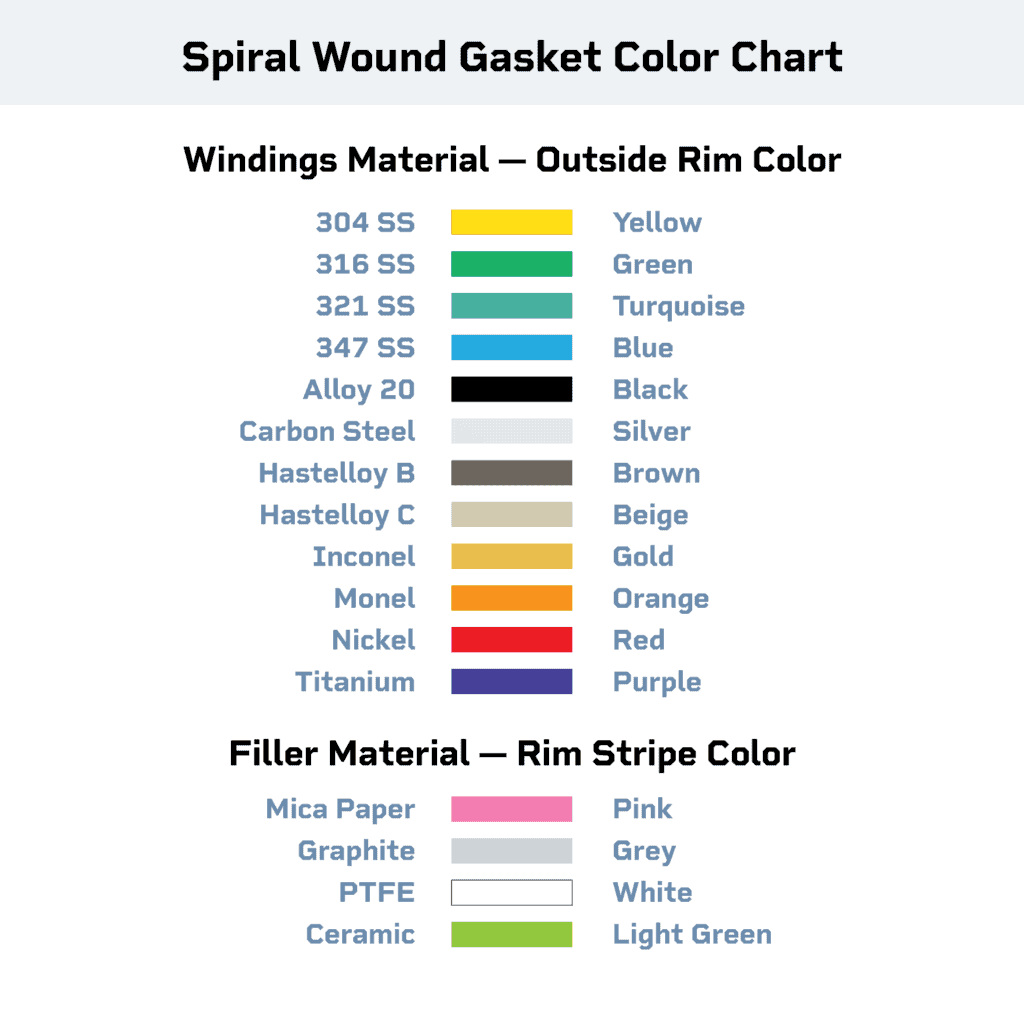
Colors play an important role on spiral wound gaskets. The color of the outside rim, and the color of the stripe along the rim, both are important indicators of the material within the gasket.
- Outside rim colors indicate the gasket’s windings materials
- Rim stripe colors tell you the gasket’s filler materials
For example, the following outside rim colors indicate specific windings materials:
- Yellow means 304 stainless steel gasket material. That means the inner ring and metallic windings are made of 304 stainless steel.
- Green is 316 stainless steel.
- Turquoise is 321 stainless steel.
- Blue is 347 stainless steel.
- Orange means that it’s made out of Monel.
- Black is Alloy 20
- Silver is carbon steel
- Brown is Hastelloy B
- Beige is Hastelloy C
- Gold is Iconel
- Red is Nickel
- Purple is Titanium
NOTE: If you work in the oil and gas industry, most of the time you will see one of three colors: Yellow (304 stainless steel), Green (316 stainless steel), or Orange (monel). Monel is an alloy of nickel and copper that, in addition to tolerating high-temperatures, also is resistant to corrosion.
Meanwhile, rim stripe color tells you the gasket has one of the following filler materials:
- Pink indicates mica paper
- Gray indicates graphite
- White indicates PTFE
- Light Green green indicates ceramic
NOTE: If you work in the oil and gas industry, most of the time you will see Gray, indicating graphite.
Why Spiral Wound Gaskets are in use
Spiral Wound Gaskets have been around since 1912, but they were not used regularly in industrial piping until the 1990s.
On July 12, 1989, the EPA issued a final rule banning most asbestos-containing products. That included gaskets. At the time, asbestos gaskets were used in applications under lower temperatures and pressures because they weren’t at risk for blowout under those conditions. Ring Joint Gaskets were used in the high-temperature (~500+ degrees Fahrenheit) and high-pressure applications.
In the early 1990s, the petrochemical industry went in search of a type of gasket that would be as effective as asbestos. Spiral wound gaskets were a strong option because they allowed the use of materials capable of handling the demands of the oil and gas industry.
After about 5 years, the industry moved to make spiral wound gaskets the standard in ASME B16.20.
An amendment to ASME B16.20 in May 2008 made the use of inner rings within spiral wound gaskets standard. The standard states:
“…Inner rings shall be furnished with all spiral-wound gaskets having PTFE (polytetrafluoroethylene) filler material. Inner rings for flexible graphite filled spiral wound gaskets shall be furnished unless the purchaser specifies otherwise. For all filler materials, inner rings shall be furnished in spiral wound gaskets for: a) NPS 24 and larger in Class 900 b) NPS 12 and larger in Class 1500 c) NPS 4 and larger in Class 2500 Inner rings are required for these gaskets due to high available bolt loads, which may result in outer ring damage.”
The reason ASME B16.20 requires inner rings is because the flange faces create enough gasket stress that the additional compression causes the metal windings and filler material to push against the outer ring (also known as the guide ring).
The outer ring is a solid piece of carbon steel. and the stainless steel windings are shaped in a “Chevron V” (refers to the shape, not Chevron the company). The shape aids in pushing the winding material to project into the inside diameter of the pipe. This will interfere with the process. If additional compression (roughly 22ksi gasket stress) is met, the metal windings will completely fail. Often, a “birds nest” (where the metal windings fall into the pipe and get tangled up) results. The bad part about that is that they will travel until they reach some sort of rotating equipment and/or valve.
Spiral Wound Gaskets are incredible gaskets for both piping (preferred gaskets in ASME B16.5 and B16.47 flanges). While the Kammprofile gasket gets a lot of attention for heat exchangers, spiral wound gaskets are also great for them.
Compressibility and recovery are what make spiral wound gaskets the best metallic gaskets for most flanges. They are now the metal gasket that has taken favor over Ring Type Joints for even high-pressure flanges including ASME B16.5 2500 series flanges.
Installing Spiral Wound Gaskets: Things to Know
The outer ring is not a compression stop
While some manufacturers call the outer ring a compression stop, it IS NOT. If your gasket has enough seating stress to compress to the outer ring, you essentially have a flat metal gasket, which gives you little to no recovery for when your plant cycles and the flange faces move apart due to thermal expansion.
Flange faces do not come down on the sealing element as flat as most people think.
Flange faces actually rotate a little bit. What do we mean by rotate? If you look at the flange faces of a raised face flange the raised face is actually pivot point to a lever. The end of the lever is where the nuts are actually clamping down together.
So what you do is you rotate your flange — i.e. you “bird mouth” your flange a little bit. Now they should bird mouth equally, but sometimes they don’t. One flange face typically bends to the other.
This leads to what we call dishing. Some people have called it cupping, but the technical term is dishing. That’s when the outer ring bends down.
Now there are a lot of conspiracy theories on this. Some people say, “Oh, It gets caught up in the bolt threads.” That’s not what happens at all.
What happens is since the flange is rotating, it rotates maybe a degree or two. Depending on the length of your outer ring, that determines how much deflection you see at the end of it.
More on what to do when you see “dishing”
So let’s discuss some practical applications of when you see dishing. Let’s take a 2″ 300 and a 2″ 600 gasket. What gasket do you go grab when you need to assemble one of those flanges? You grab the same gasket. But what’s the difference between those two flanges?
Well, the difference is the fact that a 300 has got 1/16″ raised face wall. The 600 has got a ¼” raised face, so what you’ve effectively done is quadrupled the height of your raise face, which makes it even a longer lever, which we will see more dishing on the 600 than you will on the 300.
Another place that we see this is on the 2500 and 1500 series flanges. That outer ring is so long that just one degree of rotation is exaggerated even further on those gaskets. So when this happens, an inspector will come by and say, “Hey, you over-torqued that flange. You need to go back and retorque it.” And as the assembler, we do that, and what happens? The exact same thing. This is a mechanical interaction. It is going to keep happening. Flange rotation is where the flange rotates, pushes on that outer ring just a little bit and you see dishing.
RELATED:
Learn more about the gasket types used in the oil and gas industry.
The Stud Bolt Guide: B7s, B8s, B16s and More
Bolt Lubricant and Torque, Explained
Join Industry Leaders!
Subscribe to Hex Technology today and we’ll give you $700 in bolting courses, FREE. Your path to a safer, more reliable, more profitable site starts here.