
PTFE Coated Studs: A Little Background
PTFE is short for Polytetrafluoroethylene, a chemical applied to common bolting materials (such as B7 stud bolts) to provide corrosion and chemical resistance.
Some other common coatings for PTFE coated fasteners are Teflon® and Xylan®. In this article, we’ll refer to all of them as PTFE.
PTFE coated studs have been used for many years within the bolting industry, especially in any application that requires corrosion resistance or in offshore applications (salt spray is hard on Grade B7 material). PTFE is also useful if you’ve had “galling” and need a lower breakout torque for safe removal.
PTFE should not be used in high-temperature applications. Fluoropolymer coatings manufacturers use temperatures in the 400F-500F as the maximum temperatures, so you typically do not see alloy steel bolts (such as B8) with PTFE coatings.
While PTFE coated studs (including Xylan® coated studs) have corrosion-resistant properties, which are functionally understood by assemblers, the technical aspects of fluoropolymer coatings are often misunderstood.
For example, as an assembler, I was told that the PTFE coaching acted as a lubricant, which meant I didn’t have to mess with lubricating them after I put them into a flange.
It sounds like the perfect solution. The only problem is: That advice was wrong.
Way wrong, in fact.
Yet many front-line assemblers today still think it’s correct.
Thankfully, in the decades since I first started putting together flanges, smart minds both in the lab and on the front lines have given us a much more accurate picture of how PTFE coated studs work.
In this article we’ll bust some myths, provide practical advice, and address some of the most common questions we hear from craft assemblers today, including:
- Are all PTFE coated studs the same?
- Do I lubricate PTFE coated studs?
- Can I re-use PTFE coated studs?
- Why do PTFE studs have low friction and lower break out torque than regular studs? (Grade B7 with 2H hex nuts for example)
- Does the PTFE coating help with corrosion resistance?
Click any of those questions above to jump directly to the answer you want. Or read on to get the complete picture of how PTFE coated studs affect assembly.
1. Are all PTFE coated studs the same?
Absolutely not.
While PTFE is the same as Teflon® on a chemical level, they are not applied the same way by each manufacturer. There also are several different types of base coats.
Therefore, the thickness of the coating on the fastener is not a standard — and quite frankly, it’s not controlled.
As a result, you must choose one manufacturer and test your k-factor for their product, and recognize that those values do not transfer to other PTFE coated stud manufacturers.
2. Do I lubricate PTFE coated Studs?
Yes!
At 30,000psi bolt load (not to be confused with 30% tensile strength), you start stripping your coating. Also, the coating will start binding. Therefore, you’ll have better accuracy and less bolt scatter (or differences in bolt loads on each bolt) by using lubricating them.
However, you will have to test your lubricant and manufacturer combination in order to correctly determine your K-Factor. Note: Don’t confuse K-Factor with low coefficient of friction, which is not used for this calculation.
(Learn proper lubrication techniques in our Level 1 course — now available free.)
3. Can I re-use PTFE coated studs?
You shouldn’t.
If you were to re-use PTFE coated studs, the corrosion-resistant coating on the threads will most likely be at least somewhat degraded or damaged, meaning your K-Factor will change again.
Physically the bolt might still hold up to corrosion. So visually, they would still look good, which would lead someone to think that the life expectancy of the stud would be longer. But appearances can be deceiving, and you shouldn’t reuse PTFE coated studs.
4. Why do PTFE studs have low friction and lower break out torque than regular studs?
What would you say if I told you that, in order to fit the nut on the stud with the PTFE coating, you must drill a bigger threaded hole (tap) through a 2H nut? Yes, it’s true. And there is are no technical specifications on this.
I couldn’t believe it either, but you will be effectively taking 30%-50% of the contact surface away. Therefore, it is not the PTFE that makes it easier to disassemble (and you have a low friction between stud and nut on assembly). This phenomenon is due to having considerably less contact area!
5. Does the PTFE coating help with corrosion resistance?
Yes…to an extent.
Let’s say you have a B7 stud (ASTM A193) and 2H nuts. The application process and proprietary materials of the PTFE coating is intended to help with corrosion resistance. However, since the coating is proprietary to the manufacturer, it is hard to say how well it helps with corrosion resistance.
One way to test this is with a salt spray test with ASTM B117, which sprays the stud bolts up to 3,000 hrs while not freezing the nuts.
A Brief History of PTFE
Before PTFE coated bolts came along, the petrochemical industry used other methods of making corrosion-resistant bolting components, such as hot dip, galvanized, cadmium or zinc-plated fasteners.
Polytetrafluoroethylene (PTFE) is a synthetic fluoropolymer of tetrafluoroethylene that has numerous applications. The most well-known brand name of PTFE-based formulas is Teflon by Chemours. Chemours, a spin-off from DuPont, originally discovered the compound in 1938.
PTFE (polytetrafluoroethylene) coatings are considered non-stick coatings. Therefore you need a process to apply the “non-stick” coating to the “B7 stud material”. Therefore, the typical manufacturing process is a three-step process.
- Apply a corrosion resistant base coating
- Apply an adhesion coating
- Apply a polytetrafluoroethylene nonstick topcoat
It’s unclear exactly when the bolting industry started using PTFE coated studs, but they have been around for a while. They tend to be used in highly corrosive environments.
Once the bolts prove themselves, people start placing them all around the plant — regardless of whether or not they should or need to.
Bottom Line: I am not very fond of using PTFE coated studs as it increases the complexity of a bolted joint, you don’t have a consistent K-Factor (not “low coefficient of friction”). Unfortunately, PTFE coated studs are over-prescribed since most people don’t know how they actually work.
A Real-World Test of PTFE
 When we started researching PTFE studs, we took standard B7s, B7s coated with PTFE, and a set of B7 Doxsteel studs. We then put them in the worst part of a plant: In the way of drift from a cooling tower. (If you notice in the photo at left, you’ll see an icicle hanging above the test flanges.)
When we started researching PTFE studs, we took standard B7s, B7s coated with PTFE, and a set of B7 Doxsteel studs. We then put them in the worst part of a plant: In the way of drift from a cooling tower. (If you notice in the photo at left, you’ll see an icicle hanging above the test flanges.)
Here’s what happened:



(From left: B7s coated with Doxsteel, B7s coated with PTFE, and standard B7s.)
So, out of the three pictures above, which would you say has the easiest break-out torque (some call it a low kinetic friction coefficient)?
My thoughts were: Doxsteel, PTFE, and then B7 studs.
Nope.
The B7 studs with PTFE were easier to break loose. I asked the CEO of Doxsteel about the testing, and why his studs were second best, and this is what he showed me.
Oversizing Nuts to Make PTFE Studs and Nuts Fit
One of the biggest issues in bolting is K-Factor, as it deals with how the friction when applying torque and proper lubricant will help with safe removal of the studs during disassembly.
We’ve found through testing that at about 30,000 psi of bolt load, you start to tear that PTFE coating off the stud and heavy hex bolts. (Learn more about high psi applications in our free course on Powered Equipment.) The coating ends up binding on the bottom of the nut and threads. This changes the binding of the PTFE, makes the K-factor change, and your bolt scatter is more dispersed.
Why does this happen? Well, it works together with a lower break out torque. The nuts are over-tapped!
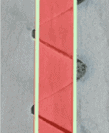
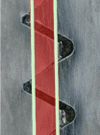
Yup, as you can see in the picture on the top above, you will see normal engagement of a B7 stud. Then the picture on the bottom shows how PTFE manufacturers over tap the nut so that the coating can fit.
You can normally see 20%-40% less engagement of the threads. So it is not the PTFE that makes it easier to break loose, but actually the lack of engagement!
Other References to Review
It’s hard to find material on this topic that wasn’t published by a manufacturer. But here are a couple of interesting resources:
- Doxsteel. These guys are responsible for the pictures above and testing with Hex.
- Here’s a video I found on the application of PTFE. I can’t confirm, but I think that this is how all manufacturers apply it (which seems less technical than I ever thought).
RELATED:
Bolt Lubricant and Torque: A Comprehensive Guide
K-Factor: Let’s Clear Up Some Things…
Join Industry Leaders!
Subscribe to Hex Technology today and we’ll give you $700 in bolting courses, FREE. Your path to a safer, more reliable, more profitable site starts here.