Here’s how bolting should work:
Exactly the required torque gets applied to a fastener for a bolted joint. This translates to good clamping force on the gasket itself.
After all, that’s what we really care about: The gasket.
[Related: This article explains the fundamentals of how Spiral Wound Gaskets work.]
However, in most joint designs, people attain clamp load by using a certain specified torque value with a torque wrench to generate bolt tension on the fastener.
What’s the problem with that?
Well, most of the time, that torque value requires adjustment. It needs to be adapted to the real-world conditions surrounding the application of the bolt.
This is where k-factor comes into play.
What is K-Factor in Bolt Torque?
K-Factor is a value that’s important for calculating the target input torque for your fastener.
An accurate k-factor can be determined only by doing experiments with the lubricant and fastener you plan to use.
Are K-Factor and Nut Factor the Same Thing?
Yes. The terms “k-factor” and “nut factor” are interchangeable.
However, k-factor (a.k.a. nut factor) is not the same as coefficient of friction or friction factor. Those are different methods for calculating torque value, which we’ll discuss later in this article.
Why is K-Factor Important?
You need to have an accurate k-factor in order to achieve a good torque-tension relationship when calculating the applied torque for threaded fasteners.
Applying the right amount of torque is essential for creating a good seal around the gasket, which keeps the stuff in the pipes inside the pipes.
Mating surfaces and bolt thread conditions can vary widely due to factors such as:
- relatively loose nut and bolt thread manufacturing tolerances for threaded fasteners,
- fastener thread condition issues that affect thread friction,
- thread pitch,
- new versus reused fasteners,
- the presence of hardened washers versus nut rotation on the bearing surface,
- variations in nut dimensions (see this article on PTFE for examples),
- temperature,
- and the presence of coatings and lubricants.
How To Determine K-Factor
There is a lot of confusion about how to calculate a k-factor.
There is currently no good ISO or ASTM standard for testing on fasteners. But there are several different ways you can test a k-factor.
The one we typically see involves…
- Predicting what the installation torque should be on a fastener
- Placing it on a load cell (measuring bolt elongation is acceptable but more labor-intensive)
- Lubricating adequately (including bolt threads and mating surfaces) to reduce thread friction and friction on the bearing surfaces.
- (This helps reduce the standard deviation among the results)
- Applying torque with a calibrated torque wrench
- Measuring what the clamping force on the flange would be by measuring the preload of the fastener
Once you determine your k-factor, you can plug it into the equation:
T = K D F/12
Where:
- T = Target Input Torque (ft-lb)
- This is your input torque from your torque wrench determined by your specified torque.
- K = nut factor
- This is your X if you are doing testing,
- D = nominal diameter (bolt diameter) of the fastener (in.)
- F = target preload (lb)
- NOTE: do not confuse this with bolt yield point or yield strength that you are targeting, it is in pounds of force.
How Is K-Factor Different for PTFE Coated Bolts?
K-factor testing is essential for PTFE bolts.
Why?
Because there is no manufacturing standard in the industry for the coating applied to these fasteners. As a result, you have to test every manufacturer’s methods.
The k-factor for PTFE bolts is typically lower, since the nut has been over tapped to accommodate the coating.
This means there will be less contact surface for the nut on a threaded fastener. Here’s an article that explains how it works.
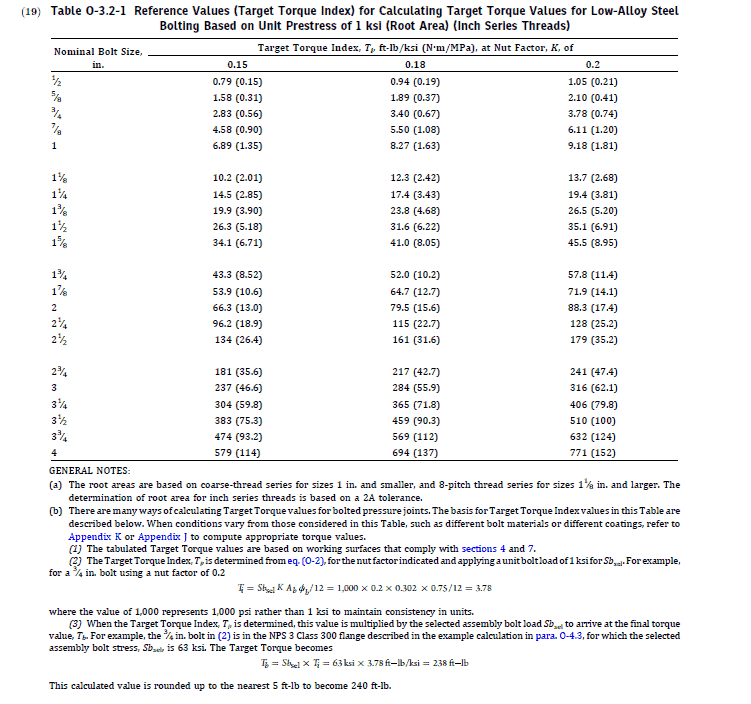
Bolt K-Factor Chart
The below k-factor chart is not for general use on bolted joints without understanding the variables you may have at your site, and the materials that you are using.
This chart is from ASME PCC-1 (2019) and is a “Target Torque Index.” It shows how your torque value will change with different k-factor values at 1-ksi (root area) bolt load.
The purpose of this Target Torque Index is only for examples on how to calculate your k-factor. It is NOT something you should blindly use.
Other Terms and Values to Know for Torque Value
Coefficient of Friction
In basic terms, the coefficient of friction is measured experimentally. It describes the ratio of the force of friction between two bodies and the force pressing them together, typically by using a decline plane with a block on it.
The drawback is that this method does not look at bolt preload for a bolted joint. it only addresses the coefficient of friction between a block and a decline plane. It’s not representative of what happens to a nut and a bolt during fastening.
Friction Factor
Most friction factors are extremely complex. Certain aspects need to be determined experimentally. That is why we recommend the nut factor method.
But just doing math won’t help you out with this. You need to do some good ol’ testing.
There are several friction factor calculators used in the bolting industry. One that was recently taken out of ASME PCC-1 for the 2019 revision (previously in the 2013 version) was written as:
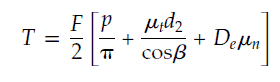
- De = effective bearing diameter of the nut face, mm (in.) = (do + di)/2d2 = basic pitch diameter of the thread, mm (in.)
- di = inner bearing diameter of the nut face, mm(in.)do = outer bearing diameter of the nut face, mm(in.)
- F = bolt preload, N (lb)n = number of threads per inch, in.−1 (applies to inch threads)
- p = thread pitch, mm (For inch threads, this is normally quoted as threads per inch)
- T = total tightening torque, N·mm (in.-lb)
- β = half included angle for the threads, deg
- µn = coefficient of friction for the nut face or bolt head
- µt = coefficient of friction for the threads
Related Articles:
Understanding Galling, and How to Prevent It
A Comprehensive Guide to Bolt Lubricant
Join Industry Leaders!
Subscribe to Hex Technology today and we’ll give you $700 in bolting courses, FREE. Your path to a safer, more reliable, more profitable site starts here.